Телефоны: +7(499)653-79-40
+7(495)978-67-67
e-mail: info@laser-trafaret.ru
Более 20-ти лет опыта производства. Сотни тысяч сделанных заказов для российских и зарубежных предприятий. Собственные разработки и технологии.
Трафаретная печать паяльной пасты
При трафаретной печати специальная паяльная паста наносится на печатную плату через металлический трафарет, в котором предварительно были вырезаны лазером отверстия (апертуры) в тех местах, где паяльная паста должна попасть на контактные площадки поверхностно-монтируемых компонентов.
Материал трафарета
Для качественного и быстрого нанесения паяльной пасты рекомендуется выбирать трафареты из нержавеющей стали.
Полированная поверхность нержавеющей стали способствует лучшему прилеганию лезвия ракеля принтера при нанесении паяльной пасты, что уменьшает эффект выскабливания ракелем уже нанесенной паяльной пасты, а также снижает количество остатков пасты на трафарете, после прохода ракеля.
Излишнее количество остатков пасты на трафарете ухудшит ее нанесение при следующем цикле печати, кроме того мелкие остатки пасты могут образовать шарики припоя, которые в дальнейшем могут закатиться под низкосидящие компоненты.
Натяжение трафарета
Трафареты, используемые для нанесения паяльной пасты, могут иметь точки крепления по двум или четырем сторонам. Трафарет, натянутый по четырем сторонам имеет гораздо меньшие искажения в плоскости, чем натянутый всего по двум, поэтому для трафаретной печати пасты для компонентов с мелким шагом (0,5мм и менее) лучше будет использовать системы натяжения по всем четырем сторонам трафарета. Они стоят дороже двухсторонних, но оправдывают себя за счет гораздо меньшего количества брака из-за некорректного нанесения паяльной пасты.
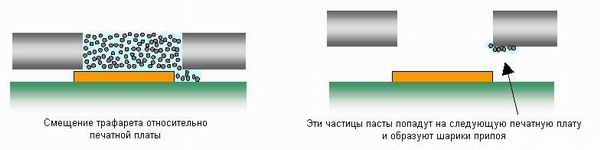
Рис.1 Пример образования шариков припоя из-за возможных дефектов при неравномерном натяжении трафарета
или растяжения материала из которого он изготовлен.
Как правило, наилучшее равномерное натяжение трафарета обеспечивают только системы натяжения с использованием сжатого воздуха или рамные трафареты с монтажом на металлическую сетку.
Это связано с тем, что только сжатый воздух способен одновременно и равномерно натянуть трафарет по всем сторонам. Сотрудникам на производстве сделать это руками будет намного сложнее и дольше.
Такие системы могут иметь как прямое натяжение с помощью воздуха (LPKF Zelflex), так и системы, в которых сжатый воздух позволяет равномерно натянуть трафарет пружинам внутри рамы (FG, DEK VectorFrame AlphaTetra и.т.п.)
Хорошее натяжение трафарета в плоскости позволит равномерно, без перекосов, накладывать его на печатную плату, что обеспечит равномерное распределение паяльной пасты по всем апертурам и отсутствие смещения рисунка апертур трафарета относительно контактных площадок печатной платы.
Если вы планируете серийно выпускать электронные изделия, не экономьте деньги на системе натяжения трафарета, это сэкономит вам в дальнейшем много нервов при отладке процесса производства.
Перед тем как покупать трафаретный принтер продумайте, как вы будет закреплять на нем трафарет!
Трафареты, натянутые на металлическую сетку, в настоящий момент используются очень редко. Помимо того, что металлическая сетка дороже полиэстровой, что используется для обычных рамных трафаретов, сами рамные трафареты дороже сами по себе, так как имеют собственную раму.
Способ изготовления трафарета
Трафареты, вырезанные лазером, имеют форму апертур в поперечном сечении в форме трапеции. В реальности разница длин между верхней и нижней стороной трапеции лежит в пределах до 40мкм и незаметна невооруженным глазом).
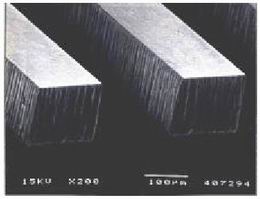
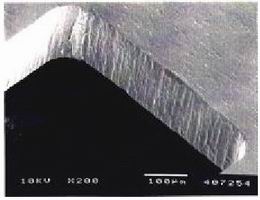
Рис.2 Вид апертур трафарета, вырезанного лазером при большом (200 раз) увеличении.
Тем не менее, подобная форма апертур облегчает высвобождение паяльной пасты из трафарета при его подъеме над печатной платой.
Аналогия с детскими куличиками в песочнице. Ведерком с наклонными стенками легче слепить куличик из песка, чем ведром со строго вертикальными стенками, так как оно снимается с него гораздо легче и не разрушает его форму при этом.
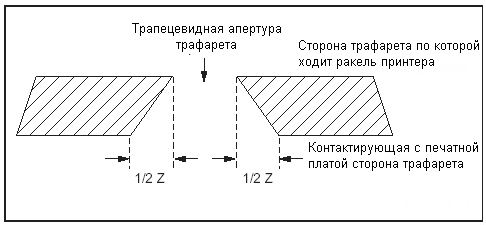
Рис.3 Схематичный вид трапецеобразности апертур лазерного трафарета. В реальности, разница между верхней и нижней стороной апертуры невооруженным глазом не видна, но имеет существенное влияние на качество нанесения паяльной пасты.
Ракель принтера
Для нанесения паяльной пасты могут использоваться ракели различной конструкции из различных материалов, в том числе стальные или полиуретановые. Чем тверже материал лезвия ракеля, тем удобнее проводить печать пасты для более мелких компонентов, так как, прижимаясь под давлением к трафарету, такой ракель меньше «выдирает» пасту из мелких апертур, куда она уже была нанесена.
При нанесении паяльная паста должна образовывать валик перед ракелем. Диаметр валика пасты должен находиться в пределах от 12,5 мм до 25 мм. При недостаточном количестве пасты трудно добиться вращения валика пасты перед ракелем при его перемещении, что полезно для равномерного нанесения паяльной пасты во все апертуры. Однако в тоже время избыточное количество пасты на трафарете приведет к его преждевременному загрязнению, что может вызвать попадание частиц пасты на печатные платы, паста на которые будет наноситься в следующих циклах печати.
Оптимальная длина ракеля, которую нужно использовать, определяется шириной поля апертур. Желательно использовать ракель, длиной превышающий хотя бы на 25мм с каждой стороны ширину поля апертур трафарета. Это уменьшит воздействие нежелательных сил, действующих на трафарет и ракель во время трафаретной печати.
Угол наклона ракеля (угол атаки) подбирается экспериментальным путем, и может лежать в пределах от 45° до 80°. Большой угол позволяет легче катить валик пасты, малый угол обеспечивает большее давление на пасту. Как правило, металлические ракели имеют угол атаки 60°, а полиуретановые 45-50°. Кроме того, в оборудовании трафаретной печати могут быть предусмотрены дополнительные настройки угла наклона. В идеальном случае, ракель должен выставляться на угол 45° при приложенном давлении. Это позволяет равномерно распределить действие сил в вертикальном и горизонтальном направлениях во время его прохода над трафаретом.
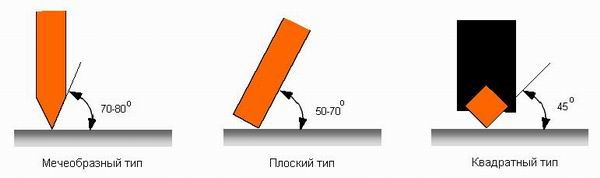
Рис.4 Типы лезвий ракелей и оптимальные углы их наклона.
Оптимальную силу прижима ракеля подбирают опытным путем, с учетом толщины трафарета и скорости перемещения ракеля. Нормальным начальным значением для давления ракеля является 0,5 – 0,75 кг на 25мм его длины.
Давление должно быть достаточным, чтобы после прохода ракеля образовывалась чистая полоса на трафарете, и при этом получалось хорошее качество печати.
Действие слишком сильного давления на трафарет может стать причиной «закапывания» ракеля в апертуры и «выдирания» из него паяльной пасты (если используется полиуретановое лезвие).
Если используется металлический ракель, то подобный эффект меньше проявляется, благодаря тому, что стальные лезвия сделаны из более твердого материала, тем самым в меньшей степени зависят от воздействия формы и размеров апертур.
Увеличение давления может также вызвать утечку паяльной пасты под трафарет, что может привести к образованию перемычек между контактами. Уменьшение давления или его недостаточность послужит причиной выполнения неполной печати и недостаточного нанесения пасты на контактные площадки.
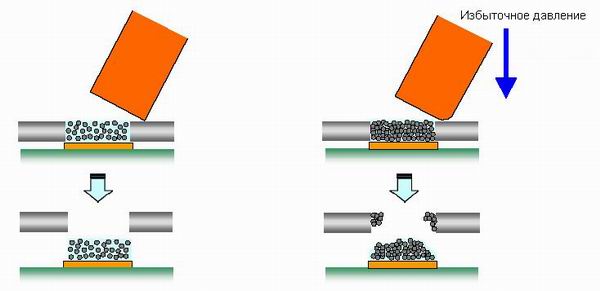
Рис.5 Действие избыточного давления на ракель при трафаретной печати.
Скорость перемещения ракеля определяется экспериментальным путем, но может зависеть от минимального шага компонентов и типа паяльной пасты. Обычно скорость нанесения выбира ется в диапазоне от 15 до 250 мм/сек. Нормальным начальным значением для скорости ракеля является 25мм./сек. (зависит от используемого типа пасты). Увеличение скорости может привести к неравномерному заполнению апертур, особенно для апертур, расположенных перпендикулярно направлению печати. Использование медленной скорости печати позволит мелкодисперсионной (с диаметром частиц до 38мкм и менее) паяльной пасте заполнить апертуры и получить хороший результат печати.
Рекомендуемая скорость разделения трафарета с печатной платой может составлять от 0,3 мм/ сек. до 20 мм/сек. в зависимости от типа обору дования, пасты и минимального шага выводов компонентов. Чем меньше шаг компонентов, тем меньше желательно выставлять скорость отрыва трафарета от платы (по крайней мере, в начальный момент отрыва).
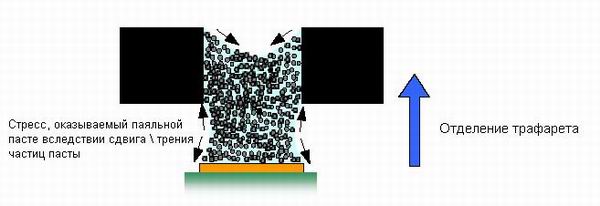
Рис.6 Направление действия сил, вызывающих накопление стресса в паяльной пасте из-за слишком большой скорости разделения трафарета и печатной платы.
Способ трафаретной печати
В основном используется способ контактной трафаретной печати, что дает более однородную высоту нанесения паяльной пастой по всей печатной плате. В этом случае трафарет лежит на печатной плате, касаясь ее (если плата при опускании трафарета вдавлена в него, лучше приподнять трафарет над платой).

Рис.7 Расположение трафарета при выполнении контактной трафаретной печати
Иногда, для уменьшения времени цикла печати или трафаретной печати для компонентов с мелким шагом можно попробовать способ бесконтактной печати с использованием прогиба трафарета.
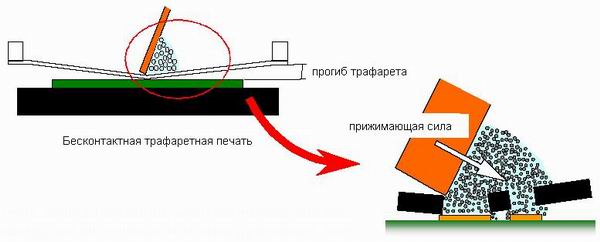
Рис.8 Расположение трафарета при выполнении бесконтактной трафаретной печати.
Кроме того, использование медленного прогиба трафарета присутствует на многих моделях принтеров, для облегчения выталкивания пасты из апертур трафарета. В этом случае прогиб трафарета дает непрямое «отслоение» трафарета от печатной платы (напомним, что апертуры имеют форму трапеции, и прогиб трафарета увеличивает степень раскрытия апертуры по направлению к печатной плате, что облегчает высвобождение паяльной пасты).
Самый простой способ настройки зазора между трафаретом и печатной платой для выполнения бесконтактной печати, это положить между трафаретом и печатной платой лист обычной бумаги и постепенно поднимать\опускать трафарет над печатной платой так, чтобы лист бумаги вынимался из-под трафарета с некоторым натягом.
Факторы, влияющие на трафаретную печать паяльной пасты *1
|
Влияющий фактор |
Влияние на результат трафаретной печати |
Что сделать |
|
Температура и влажность в помещении |
Загустение \ разжижение пасты. |
|
|
Вид паяльной пасты и ее зернистость |
|
|
|
Натяжение трафарета |
Провисание стороны трафарета, либо его скручивание при натяжении приведет к сдвигу трфаарета относительно контактных площадок печатной платы, либо неплотному прилеганию трафарета к ней. |
Использовать системы натяжения с равномерным жестким растяжением трафарета. |
|
Финишная обработка трафарета |
Недостаток финишной обработки поверхности апертур мелких компонентов может ухудшать проходимость паяльной пасты. |
Финишная электрополировка трафарета сгладит внутреннюю сторону стенок вырезанных апертур и позволит пасте лучше проходить через них. |
|
Подбор правильной толщины трафарета |
Влияет на объем пасты, которая попадет на контактные площадки печатной платы при трафаретной печати.
|
Посмотрите рекомендуемые способы подбора толщины трафарета. |
|
Изменение размеров и формы апертур в трафарете |
Позволяет простым способом изменить объем наносимой паяльной пасты и форму отпечатка для отдельных компонентов проекта, там, где это необходимо по требованиям процесса. |
Посмотрите рекомендуемые способы измения размеров и формы апертур. |
Дефекты трафаретной печати и способы их устранения